全國(guó)加盟服務(wù)熱線(xiàn) 13821806068
首頁(yè) >> 鋼絲新聞 >> 行業(yè)動(dòng)態(tài)>>預(yù)應(yīng)力鋼絲生產(chǎn)工藝目的
發(fā)布時(shí)間:2020-01-03 09:07 查看次數(shù):
混凝土預(yù)應(yīng)力鋼絲
預(yù)應(yīng)力鋼絲
涂塑鋼絲生產(chǎn)線(xiàn)
光面預(yù)應(yīng)力鋼絲
螺旋肋預(yù)應(yīng)力鋼絲
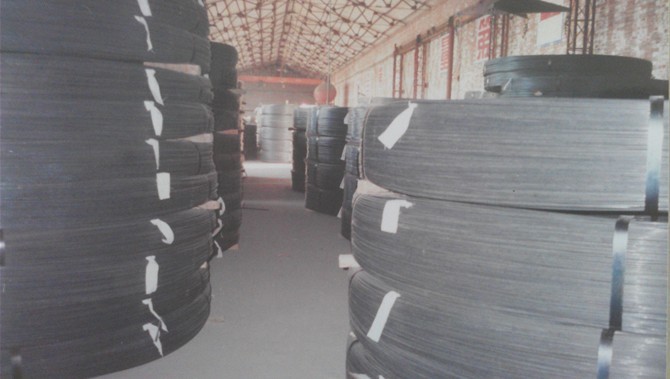
螺旋肋鋼絲的碼放
冷拉預(yù)應(yīng)力鋼絲
冷拉鋼絲的碼放
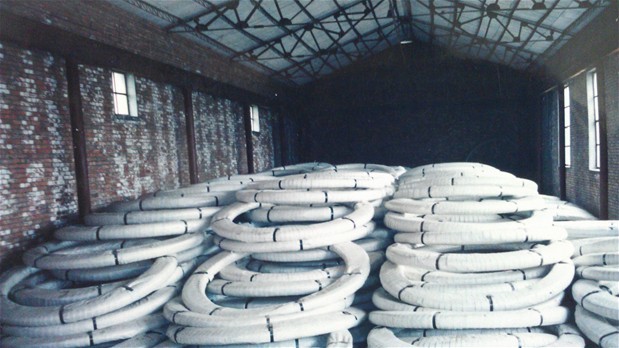
出口鋼絲的碼放1
出口鋼絲的碼放
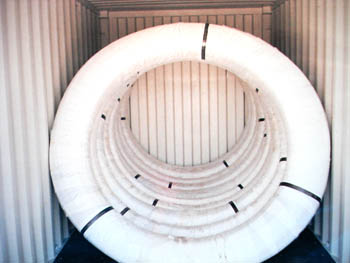
出口產(chǎn)品的裝箱1
出口產(chǎn)品的裝箱
產(chǎn)品裝車(chē)中
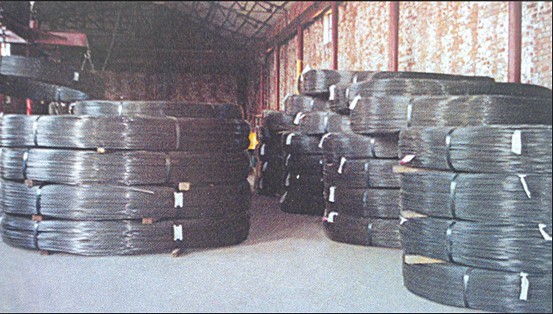
出口產(chǎn)品的碼放
內(nèi)銷(xiāo)產(chǎn)品的碼放








 鋼絲產(chǎn)品
鋼絲產(chǎn)品